

Energieintensive Produktion und der Wunsch nach Klimaneutralität gepaart mit einem Preisverfall und Commoditisierung des angebotenen Produktportfolios führen vor allem in Europa zu einem hohem Handlungsdruck.
Auf dem Weg vom Standardprodukt hin zu Speziallösungen müssen Geschäftsmodelle, Produkte und Serviceleistungen zum Kunden neu gedacht sowie die bestehenden Glaubenssätze hinterfragt und angepasst werden.
Wer jetzt in State-of-the-Art Planungsprozesse, intelligente Lieferkettenanalysen, datenbasierte Fertigungsoptimierung und neue Technologien investiert, nutzt enorme Chancen.
Verbessert kontinuierlich und umfassend die Leistung einer Organisation
Schafft innovative Lösungen für neue Produkte / Services und Digitalisierungsvorhaben, die den Kunden- und Businessnutzen steigern
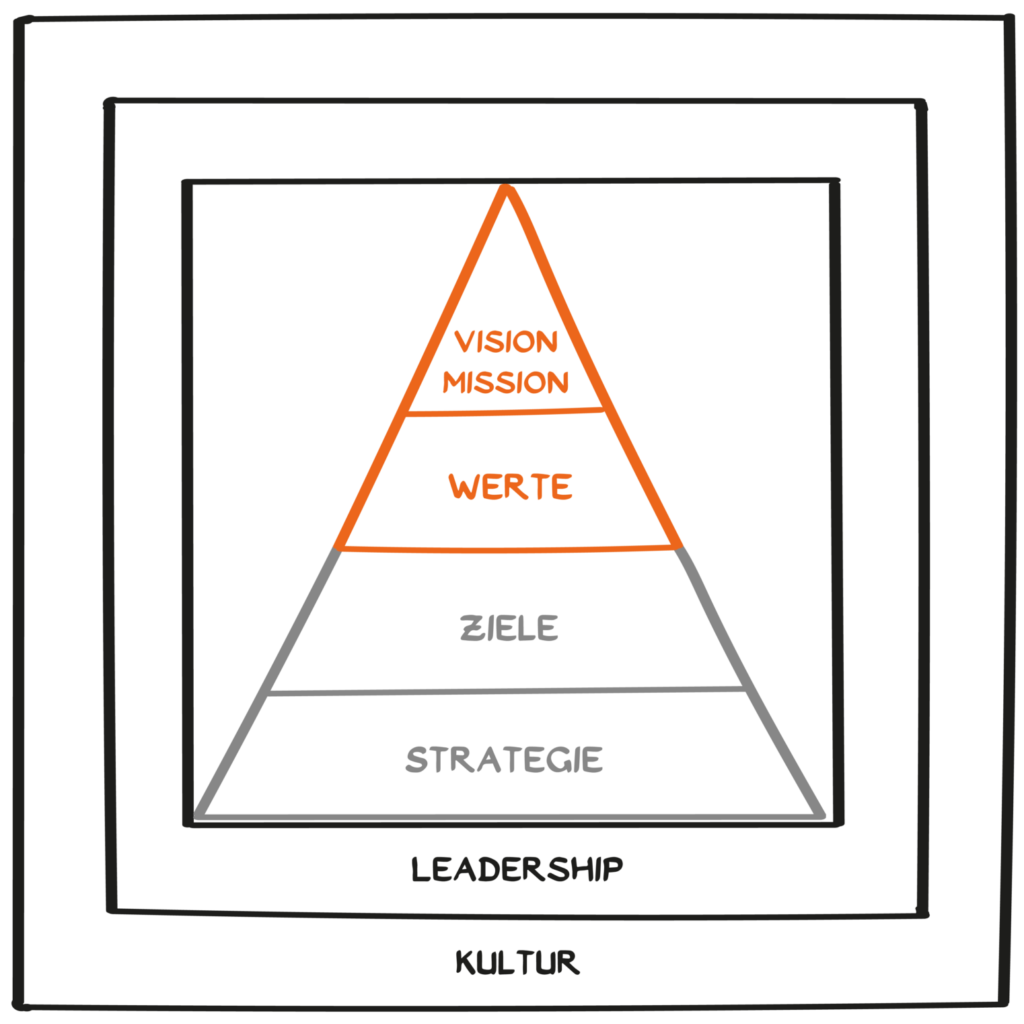
Schafft eine Umgebung, in der alle Elemente eines Unternehmens synchronisiert sind.
Lead & Navigate sorgt dafür, dass Unternehmenszweck, Strategie, Operating Model, Steuerungs- und Anreizsysteme, Führung und Kommunikation widerspruchsfrei und aus einem Guss sind.
Auf dieser Grundlage kann die Strategieumsetzung gelingen und das volle Potential realisiert werden, ohne die Organisation zu erschöpfen.
Optimiert kontinuierlich und umfassend die Leistung einer Organisation.
Operate & Improve vereint in einem Zielbild die Transformation der Ende-zu-Ende Prozesse und die Verbesserung der täglichen Routinen mit einer gezielten datengestützten Problemlösung.
Die Optimierung gelingt, da alle Hierarchieebenen eingebunden werden und eine Kultur gefördert wird, in der Fortschritt gewünscht ist.

Entwickelt innovative Lösungen für neue Produkte sowie Dienstleistungen und ermöglicht Digitalisierungsinitiativen, die den Kundennutzen und den Geschäftswert steigern.
Develop & Innovate unterstützt Organisationen dabei, ihr volles Potential auszuschöpfen, um unerfüllte Kundenbedürfnisse und Unternehmensanforderungen zu erkennen und durch passende Lösungen zu erfüllen.
Durch ein strukturiertes Portfoliomanagement und ein adäquates methodisches Vorgehen wird die Zukunftsfähigkeit gesichert.

Verzahnt Veränderungsaktivitäten zu einem großen Ganzen.
Lösungen, die über die drei Elemente des UMS Frameworks hinweg wirken. Sie unterstützen Organisationen dort, wo Lead & Navigate, Operate & Improve und Develop & Innovate übergreifende Anforderungen haben.

Ich unterstütze Unternehmen aus der Metallbranche dabei, Chancen zu nutzen und Herausforderungen erfolgreich zu meistern. Ich bin sehr an dem interessiert, was Sie gerade bewegt, sei es ein konkretes Projekt, eine erste Idee oder einfach nur der Wunsch nach einem offenen Austausch. Lassen Sie uns bei einem Kaffee oder Ihrem Lieblingsgetränk zusammenkommen und gemeinsam Ihre Ideen beleuchten. Ich freue mich darauf, Sie kennenzulernen und mit Ihnen Neues zu schaffen.
